

Neuer Takt für Schaltschränke
Lieferzeitraum: Januar 2017
Der Kunde: Siemens Sanayi ve Ticaret A.Ş.
Das Unternehmen Siemens Sanayi ve Ticaret A.Ş. mit Sitz im türkischen Gebze ist ein international agierender Hersteller von Schaltschränken für die Industrie und Energiebranche sowie das Gesundheitswesen. Das hochmoderne Werk in Gebze ist das erste Unternehmen in der Türkei, das mit LEED Gold (Leadership in Energy and Environmental Design) zertifiziert wurde. Diese Zertifizierung erhalten Unternehmen, die natürliche Energieressourcen effizient nutzen, nachweislich Energiekosten sparen und für ihre Mitarbeiter eine ergonomische Arbeitsumgebung schaffen.
Die Herausforderung
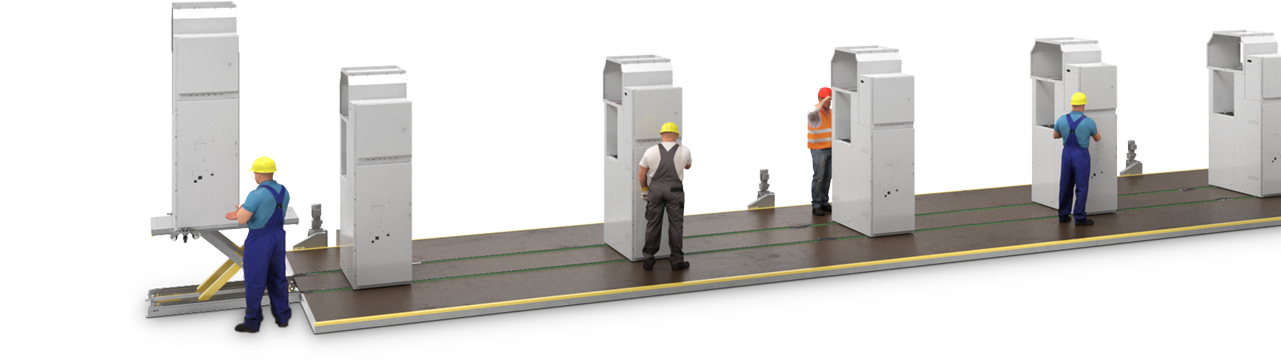
Bis zur Inbetriebnahme mussten die 600 x 1400 x 2300 mm (L x B x H) großen und mehrere hundert Kilogramm schweren, leeren Schaltschränke manuell auf Rollen zur individuellen Bestückung von Arbeitsstation zu Arbeitsstation transportiert werden. Diese Arbeitsweise war sowohl sehr anstrengend als auch unergonomisch: Die Schalterschränke sind aufgrund ihrer eckigen Bauform und ihres Volumens äußerst unhandlich und können fertig bestückt bis zu 1.900 kg wiegen. Zusätzlich wurde angeregt, die Arbeitsprozesse hinsichtlich ihrer Transparenz, Reproduzierbarkeit und Produktionszeit zu optimieren.
Die Lösung – der Förderablauf
Als Vorbild für die Lösung diente eine Förderanlage, die ALFOTEC seinerzeit für eine Niederlassung der Siemens Deutschland GmbH entwickelt und montiert hatte. Die Anlage in der Türkei besteht aus einer 24 Meter langen Montagestrecke, bei der ein stabiler Unterbau, ein Kettenförderer sowie MDF-Holzplatten zu einem Aggregat verbaut wurden. Am Anfang und Ende der Förderstrecke befinden sich je ein Hubtisch.
Kunde
Merkmale
- Verwendete Förderer: Strangförderer
Scherenhubtische - Zu beförderndes Gut: Schaltschränke mit max. 1.900 kg
- Anwendung Branche: Anlagenbau




