

Montagelinie bei VELUX
Lieferzeitraum: August 2013
Der Kunde: SIG Sonneborn – VELUX
Auf einer Gesamtfläche von ca. 170.000 qm fertigt die „SIG Sonneborn Bauzubehör Industriegesellschaft mbH“ mit einem sehr modernen Maschinenpark die hochwertigen VELUX Dachfenster. Als deutsche Produktionsgesellschaft der VELUX Gruppe haben wir uns einen hervorragenden Namen gemacht. Langfristigen Erfolg sichern wir uns mit beispielhafter Fertigungstechnologie, hoher Produktivität und stetiger Qualitätssteigerung.
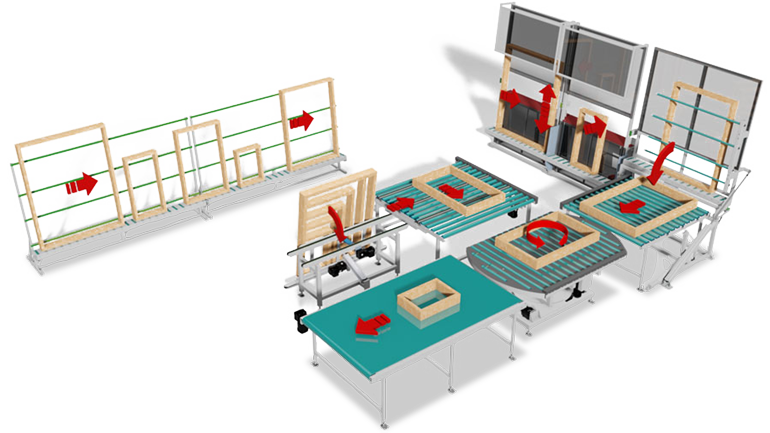
Anforderung des Kunden – Ergonomisch gestaltete Fertigungslinie zur möglichst automatisierten Montage von Fensterrahmen unterschiedlichster Abmessungen
Die Aufgabenstellung des Kunden umfasste Herausforderungen sowohl hinsichtlich des Aufbaus der Förderlinie selbst als auch der Inbetriebnahme. Das Arbeiten an der Montagelinie sollte nicht nur ergonomischen Anforderungen genügen, sondern sowohl weitestgehend automatisierte Abläufe für Standardabmessungen von maximal 2.000 x 1.600 mm (LxB) bieten, als auch sämtliche erforderlichen manuellen Durchführungsnotwendigkeiten bei der Montage von Einzel- und Sonderrahmen. Außerdem sollten die Werkstücke bedarfsgerecht gekippt, gedreht und passgenau positioniert werden.
Letzteres bezog sich auch auf den Übergabepunkt an die weiterführende Fertigungslinie. Dabei war die neue Montagestraße in die vorhandene Fördertechnik zu integrieren. Nach einer extrem kurzen Lieferzeit von acht Wochen waren alle Installations- und Andockmaßnahmen außerhalb der Betriebszeiten durchzuführen, um den Produktionsfluss des Auftraggebers nicht zu beeinträchtigen.

Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von Vimeo.
Mehr erfahren
Kunde
Merkmale
- Verwendete Förderer: Rollenförderer
Strangförderer
Bandförderer
Umsetzer und RichtungswechselStrangförderer
Umsetzer und Richtungswechsel - Zu beförderndes Gut: Fensterrahmen mit max. 15 kg
- Anwendung Branche: Bauzubehör




